
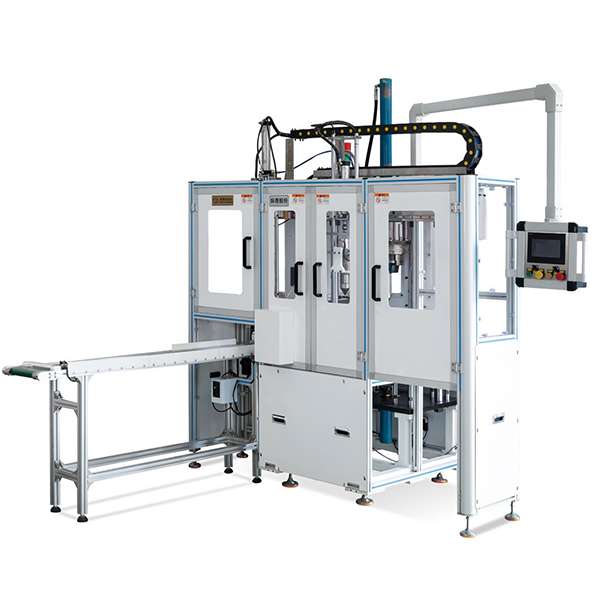

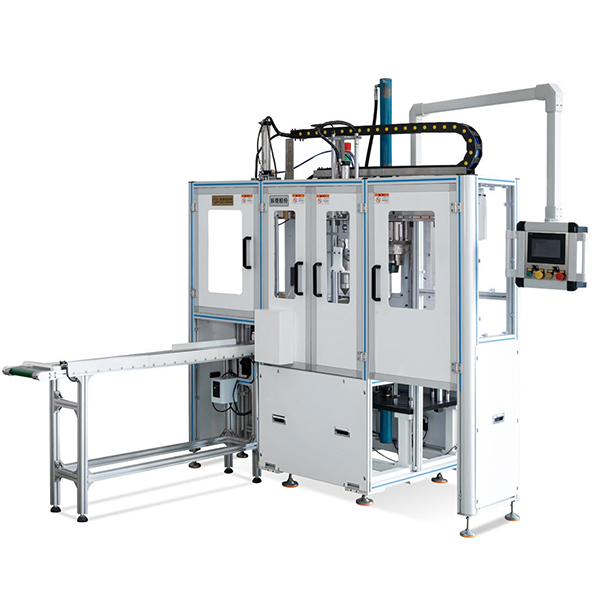
אינטערמידייט פאָרמינג מאַשין (מיט מאַניפּולאַטאָר)
פּראָדוקט קעראַקטעריסטיקס
● די מאַשין איז אינטעגרירט מיט אַ ריפאָרמינג מאַשין און אַן אויטאָמאַטישן טראַנספּלאַנטינג מאַניפּולאַטאָר. אינערלעכע יקספּאַנשאַן, אַוצאָרסינג, און פאָרמינג פּרינציפּ פּלאַן פון ענד קאַמפּרעשאַן.
● קאָנטראָלירט דורך אַן אינדוסטריעל פּראָגראַמירבאַר קאָנטראָללער PLC; אַריינשטעלן אַן איינציקן מוילגאַרד אין יעדן שפּאַלט צו אָרדענען דעם עמאַלירטן דראָט אַנטלויפן און פליען; עפעקטיוו פאַרהיטן דעם עמאַלירטן דראָט פון קאַלאַפּסירן, די דנאָ פון דעם שפּאַלט פּאַפּיר פון קאַלאַפּסירן און שעדיקן; עפעקטיוו ענשורינג די פֿאָרעם פון דעם סטאַטאָר איידער ביינדינג שיין גרייס.
● די הייך פון די דראָט פּעקל קען זיין אַדזשאַסטיד לויט די פאַקטיש סיטואַציע.
● די מאַשין ניצט אַ שנעל פורעם-טויש פּלאַן; פורעם-טויש איז שנעל און באַקוועם.

פּראָדוקט פּאַראַמעטער
| פּראָדוקט נומער | ZDZX-150 |
| נומער פון ארבעט קעפּ | 1 שטיק |
| אפערירנדיקע סטאנציע | 1 סטאנציע |
| אַדאַפּטירן זיך צום דראָט דיאַמעטער | 0.17-1.2 מ״מ |
| מאַגנעט דראָט מאַטעריאַל | קופּער דראָט/אַלומינום דראָט/קופּער באַדעקט אַלומינום דראָט |
| אַדאַפּטירן צו די סטאַטאָר סטאַק גרעב | 20 מ״מ-150 מ״מ |
| מינימום סטאַטאָר אינעווייניקסטער דיאַמעטער | 30 מ״מ |
| מאַקסימום סטאַטאָר ינער דיאַמעטער | 100 מ״מ |
| לופט דרוק | 0.6-0.8MPA |
| מאַכט צושטעל | 220V 50/60Hz (איינפאזע) |
| מאַכט | 4 קילוואט |
| וואָג | 1500 ק"ג |
| דימענסיעס | (ל) 2600* (ברייט) 1175* (ה) 2445 מ״מ |
סטרוקטור
1. וויכטיקע באַטראַכטונגען
- דער אָפּעראַטאָר זאָל האָבן פולשטענדיק וויסן וועגן דער מאַשין'ס סטרוקטור, פאָרשטעלונג און באַניץ.
- נישט-ערלויבטע מענטשן זענען שטרענג פארבאטן צו ניצן די מאַשין.
- די מאַשין מוז ווערן אַדזשאַסטירט יעדעס מאָל ווען זי ווערט פּאַרקירט.
- דעם אָפּעראַטאָר איז פֿאַרבאָטן צו פֿאַרלאָזן די מאַשין בשעת זי אַרבעט.
2. צוגרייטונגען איידערן אָנהייבן אַרבעט
- רייניקן די אַרבעטס־פלאַך און אָנטראָגן שמיר־פֿעט.
- צינדט אָן די מאַכט און מאַכט זיכער אַז די מאַכט סיגנאַל ליכט איז אָן.
3. אפערירן פּראָצעדור
- קאָנטראָלירט די ריכטונג פון ראָטאַציע פון מאָטאָר.
- אינסטאלירן דעם סטאטאר אויף דער פיקסטשער און דריקן דעם סטארט קנעפל:
א. לייגט דעם סטאַטאָר וואָס דאַרף געפאָרעמט ווערן אויף דעם פיקסטשער.
ב. דריק דעם סטאַרט קנעפּל.
ג. זיכער מאַכן אַז די אונטערשטע פורעם איז אין פּלאַץ.
ד. אָנהייבן דעם פֿאָרמירונג פּראָצעס.
ה. ארויסנעמען דעם סטאַטאָר נאָכן פֿאָרעמען.
4. אויסשליסן און אויפהאלטונג
- דער ארבעטס־געגנט זאָל געהאַלטן ווערן ריין, מיט טעמפּעראַטורן נישט העכער ווי 35 גראַד צעלזיוס און רעלאַטיווע הומידיטי צווישן 35%-85%. דער געגנט זאָל אויך זיין פריי פון קאָראָזיוון גאַז.
- די מאַשין זאָל זיין געהאַלטן שטויב-באַשטענדיק און נעץ-באַשטענדיק ווען זי איז נישט אין באַנוץ.
- שמיר-פעט מוז צוגעגעבן ווערן צו יעדן שמיר-פונקט פאר יעדער שיפט.
- די מאַשין זאָל געהאַלטן ווערן ווײַט פֿון קוועלער פֿון שאָק און ווייבראַציע.
- די פּלאַסטיק פורעם ייבערפלאַך מוז זיין ריין אין אַלע צייטן און ראַסט פלעקן זענען נישט ערלויבט. די מאַשין געצייַג און אַרבעט געגנט זאָל זיין ריין נאָך נוצן.
- די עלעקטרישע קאנטראל קעסטל זאָל איבערגעקוקט און ריין געמאַכט ווערן יעדע דריי חדשים.
5. פראבלעם-לייזונג
- קאָנטראָלירט די פּאָזיציע פֿון דער פֿיקסטשור און אַדזשאַסטירט אויב דער סטאַטאָר איז דעפֿאָרמירט אָדער נישט גלאַט.
- שטעלט אפ די מאשין אויב דער מאטאר דרייט זיך אין דער אומרעכטער ריכטונג, און טוישט די דראטן פון דער מאַכט-קוואַל.
- אַדרעסירן פּראָבלעמען וואָס ענטשטייען איידער די מאַשין אַרבעט ווייטער.
6. זיכערהייט מיטלען
- טראָגט פּאַסיקע שוץ-קליידער ווי הענטשקעס, ברילן און אויער-מופס צו פֿאַרמייַדן שאָדן.
- קאָנטראָלירט דעם מאַכט-קנעפּל און נויטפאַל-שטאָפּ-קנעפּל איידער איר אָנהייבט די מאַשין.
- גיי נישט אריין אין די פורעם-געגנט בשעת די מאשין ארבעט.
- נישט צענעמען אדער פאררעכטן די מאשין אן דערלויבעניש.
- באַהאַנדלען סטאַטאָרן מיט וואָרענונג צו ויסמיידן שאָדן פון שאַרפע עקן.
- אין פאַל פון אַ נויטפאַל, דריק גלייך דעם נויטפאַל סטאָפּ קנעפּל און דערנאָך באַהאַנדלט די סיטואַציע.




